

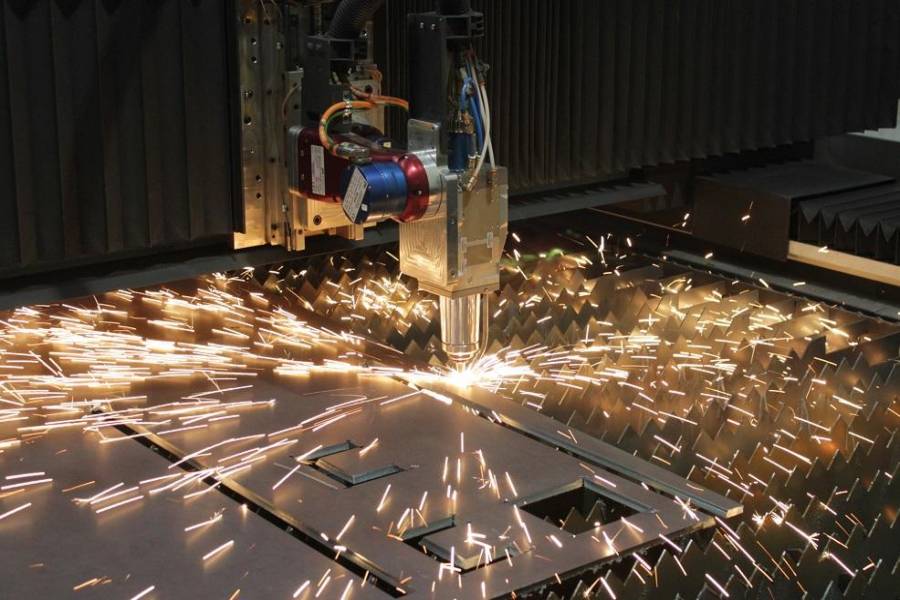
Durch das Laserschneiden und Anfasen in einem Schritt entfallen Folgeprozesse wie Bohren und Kantenreinigung.
Um die Materialkanten für das Schweißen vorzubereiten, führen Hersteller häufig schräge Schnitte in das Blech ein.Die abgeschrägte Kante vergrößert die Oberfläche der Schweißnaht, was das Eindringen von Material an dicken Teilen erleichtert und die Schweißnaht stärker und widerstandsfähiger gegen Belastungen macht.
Präzise, gleichmäßige Fasen mit korrekten Fasenwinkeln sind ein wichtiger Faktor bei der Herstellung von Schweißkonstruktionen, die den erforderlichen Spezifikationen und Toleranzen entsprechen.Wenn die Fase über die gesamte Länge ungleichmäßig ist, wird beim automatischen Schweißen möglicherweise nicht die gewünschte Qualität erzielt und manuelles Schweißen erforderlich sein, um eine maximale Kontrolle über den Fluss des Zusatzwerkstoffs zu gewährleisten.
Das ewige Ziel der Metallhersteller ist die Kostenminimierung.Die Kombination von Schneid- und Anfasvorgängen in einem Schritt steigert die Effizienz und macht Folgeprozesse wie Bohren und Kantenreinigung überflüssig, wodurch die Kosten minimiert werden.
Ausgestattet mit einem 3D-Kopf und fünf interpolierenden Achsen
s, die Laserschneidmaschine kann Prozesse wie Bohren, Anfasen und Markieren in einem Zyklus der Materialeingabe und -ausgabe ohne zusätzliche Nachbearbeitung abschließen.Dieser Lasertyp fasen die gesamte Länge des Schnitts präzise an und bohren gerade und konische Löcher mit kleinem Durchmesser und hohen Toleranzen.
Der 3D-Fasenkopf ermöglicht eine Drehung und Neigung von bis zu 45 Grad und ermöglicht so das Schneiden verschiedener Fasenformen wie Innenprofile, variable Fasen und mehrere Fasenprofile, einschließlich Y, X oder K.
Der konische Kopf ermöglicht je nach Anwendung und Fasenwinkel das direkte Anfasen von 1,37″ bis 1,57″ Material und bietet einen Schnittwinkelbereich von -45 bis +45 Grad.
Die X-Fase, die häufig im Schiffbau, bei Eisenbahnkomponenten und in der Verteidigungsindustrie verwendet wird, ist von entscheidender Bedeutung, wenn Teile nur auf einer Seite geschweißt werden können.X-Fasen haben normalerweise einen Winkel zwischen 20 und 45 Grad und werden am häufigsten zum Schweißen von Blechen mit einer Dicke von bis zu 1,47 Zoll verwendet.
Bei Tests mit SG70-Schweißdraht auf einer 0,5 Zoll dicken S275-Stahlplatte wurde Laserschneiden verwendet, um eine obere Fase mit einem Fasenwinkel von 30 Grad und einer geraden Schnitthöhe von 0,5 Zoll zu erzeugen.Beim Laserschneiden entsteht eine kleinere Wärmeeinflusszone als bei anderen Schneidverfahren, was dazu beiträgt, das Endergebnis der Schweißung zu verbessern.
Bei einer 45-Grad-Fase beträgt die maximale Blechdicke 1,1 Zoll, was zu einer Gesamtfasenlänge von 1,6 Zoll führt.
Gerade und Schrägschnittverfahren bilden vertikale Linien.Die Rauheit der Schnittfläche bestimmt die Qualität des Endfinishs.
Der 3D-Laserkopf mit interpolierenden Achsen ist für das Schneiden komplexer Konturen in dicken Materialien mit mehreren Fasen konzipiert.
Die Rauheit beeinflusst nicht nur das Aussehen der Kante, sondern auch die Reibungseigenschaften.In den meisten Fällen sollte die Rauheit auf ein Minimum beschränkt werden, denn je schärfer die Linien, desto besser die Schnittqualität.
Ein gründliches Verständnis des Materialverhaltens und der interpolierten Bewegung beim Schneiden von Innenfasen ist entscheidend, um sicherzustellen, dass die gewünschten Ergebnisse beim Laserfasen erzielt werden.
Die Optimierung der Faserlasereinstellungen für qualitativ hochwertiges Fasenschneiden unterscheidet sich nicht wesentlich von den normalen Einstellungen, die für gerades Schneiden erforderlich sind.
Der Unterschied zwischen der Erzielung bester Qualität bei Schrägschnitten und geraden Schnitten liegt in der Verwendung einer leistungsstarken Software, die verschiedene Schneidmethoden und -tabellen unterstützt.
Für Fasenschneidvorgänge muss der Bediener in der Lage sein, die Maschine auf einem speziellen Tisch aufzustellen, der Außen- und Umfangsschnitte ermöglicht, aber noch wichtiger, auf einem Tisch, der mithilfe interpolierter Bewegungen präzise Innenschnitte ermöglicht.
Der 3D-Kopf mit fünf interpolierten Achsen integriert ein Gasversorgungssystem für einfachen Zugang zu Sauerstoff und Stickstoff, ein kapazitives Höhenmesssystem und eine Armneigung von bis zu 45 Grad.Diese Funktionen tragen dazu bei, die Möglichkeiten der Anfasmaschine zu erweitern, insbesondere bei der Bearbeitung dicker Bleche.
Diese Technologie ermöglicht die gesamte erforderliche Vorbereitung des Teils in einem Prozess, wodurch die manuelle Vorbereitung der Kanten zum Schweißen entfällt und der Bediener die Kontrolle über alle mit dem Endprodukt verbundenen Prozesse erhält.
FABRICATOR ist das führende Magazin für Metallumformung und Metallbearbeitung in Nordamerika.Das Magazin veröffentlicht Neuigkeiten, technische Artikel und Fallbeispiele, die es Herstellern ermöglichen, ihre Arbeit effizienter zu erledigen.FABRICATOR ist seit 1970 in der Branche tätig.
Zeitpunkt der Veröffentlichung: 26. August 2023