

ワンステップのレーザー切断と面取りにより、穴あけやエッジのクリーニングなどの後続のプロセスが不要になります。
溶接用に材料の端を準備するために、メーカーは多くの場合、板金に面取りカットを行います。面取りされたエッジにより溶接の表面積が増加し、厚い部品の材料を貫通しやすくなり、溶接がより強くなり、応力に対する耐性が高まります。
正しいベベル角度を備えた正確で均一なベベルは、必要な仕様と公差を満たす溶接物を製造するための主要な要素です。ベベルが全長に沿って不均一である場合、自動溶接では望ましい品質が達成できない可能性があり、溶加材の流れを最大限に制御するには手動溶接が必要になる場合があります。
金属メーカーの永遠の目標は、コストを最小限に抑えることです。切断と面取り作業を 1 つのステップに組み合わせることで効率が向上し、穴あけやエッジの洗浄などの後続のプロセスが不要になり、コストが最小限に抑えられます。
3Dヘッドと5本の補間軸を搭載
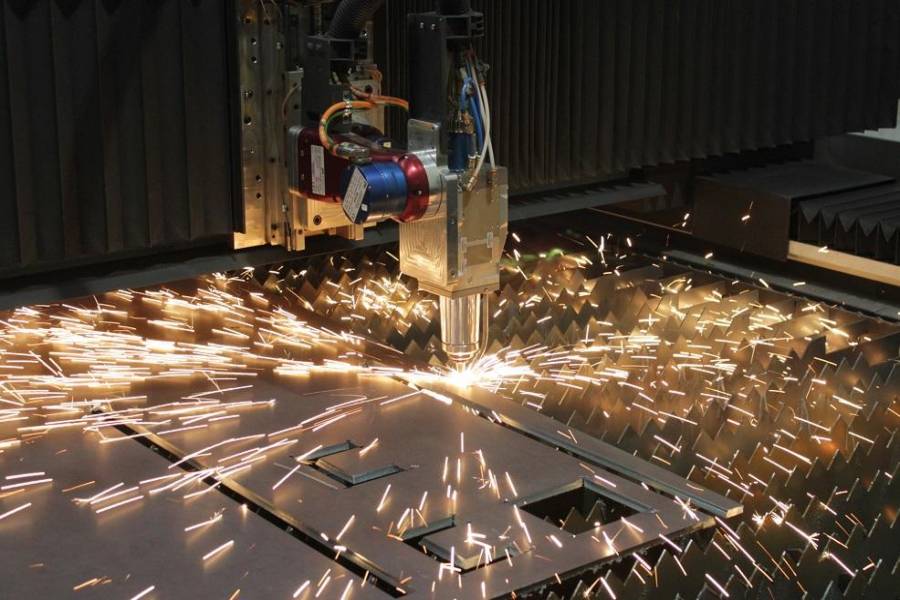
レーザー切断機は、追加の後処理を行わずに、材料の入出力の 1 サイクルで穴あけ、面取り、マーキングなどのプロセスを完了できます。このタイプのレーザーは、切断部分の全長を正確に面取りし、小さな直径の直線穴とテーパー穴を高い公差で穴あけします。
3D ベベル ヘッドは最大 45 度の回転と傾斜を提供し、内部プロファイル、可変ベベル、Y、X、K を含む複数のベベル プロファイルなど、さまざまなベベル形状を切断できます。
テーパーヘッドは、用途とベベル角度に応じて 1.37 インチから 1.57 インチの材料を直接面取りでき、-45 度から +45 度の範囲の切断角度を提供します。
X ベベルは、造船、鉄道部品、防衛産業で一般的に使用されており、部品の片側しか溶接できない場合に非常に重要です。X ベベルは通常 20 ~ 45 度の角度があり、厚さ 1.47 インチまでのプレートの溶接に最も一般的に使用されます。
厚さ 0.5 インチの S275 鋼板上で SG70 溶接ワイヤを使用したテストでは、レーザー切断を使用して、ベベル角度 30 度、直線カット高さ 0.5 インチの上部ベベルを作成しました。レーザー切断では、他の切断プロセスよりも熱の影響を受ける部分が小さくなるため、溶接の最終結果が向上します。
45 度のベベルの場合、シートの最大厚さは 1.1 インチで、ベベルの全長は 1.6 インチになります。
ストレートカットとベベルカット加工により垂直ラインが形成されます。切断面の粗さが最終的な仕上がりの良さを左右します。
補間軸を備えた 3D レーザー ヘッドは、複数の面取りを持つ厚い材料の複雑な輪郭を切断するように設計されています。
粗さはエッジの外観だけでなく、摩擦特性にも影響します。ほとんどの場合、線がシャープであればあるほど切断品質が向上するため、粗さは最小限に抑える必要があります。
望ましいレーザー面取り結果を確実に達成するには、内部面取りを切断する際の材料の挙動と補間動作を完全に理解することが重要です。
高品質のベベル切断のためのファイバー レーザー設定の最適化は、直線切断に必要な通常の設定と大きく変わりません。
最高品質のベベルカットとストレートカットの違いは、さまざまなカット方法とテーブルをサポートする強力なソフトウェアを使用するかどうかです。
ベベルカット操作の場合、オペレータは外側と周囲をカットする特定のテーブル上に機械をセットアップできる必要がありますが、より重要なのは、補間動作を使用して正確な内側カットを可能にするテーブル上に機械をセットアップできることです。
5 つの補間軸を備えた 3D ヘッドには、酸素と窒素に簡単にアクセスできるガス供給システム、容量性高さ測定システム、および最大 45 度のアーム傾斜が統合されています。これらの機能は、特に厚いシートを加工する場合に、面取り機の能力を拡張するのに役立ちます。
この技術は、部品に必要なすべての準備を 1 つのプロセスで行うため、溶接のためのエッジを手動で準備する必要がなくなり、オペレーターが最終製品に関連するすべてのプロセスを制御できるようになります。
FABRICATOR は、北米を代表する金属成形および金属加工雑誌です。この雑誌は、メーカーが業務をより効率的に行えるようにするニュース、技術記事、事例を掲載しています。FABRICATOR は 1970 年以来業界にサービスを提供してきました。
投稿日時: 2023 年 8 月 26 日