

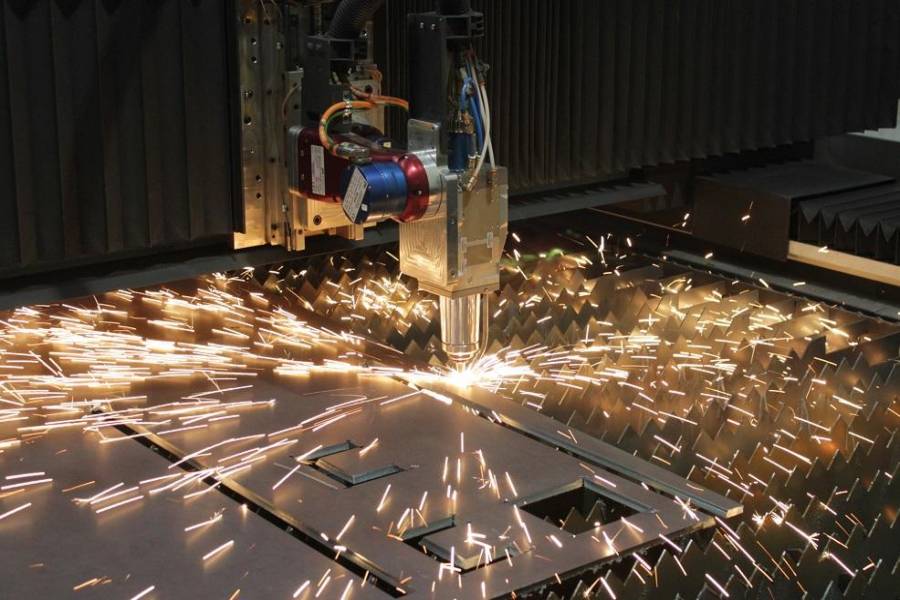
Одноэтапная лазерная резка и снятие фасок исключает необходимость последующих процессов, таких как сверление и очистка кромок.
Чтобы подготовить края материала к сварке, производители часто делают в листовом металле скошенные разрезы.Скошенная кромка увеличивает площадь поверхности сварного шва, что облегчает прокалывание материала на толстых деталях и делает сварной шов более прочным и устойчивым к нагрузкам.
Точные, равномерные фаски с правильными углами фасок являются основным фактором в производстве сварных изделий, соответствующих требуемым спецификациям и допускам.Если скос неровный по всей длине, автоматическая сварка может не обеспечить желаемого качества и может потребоваться ручная сварка, чтобы обеспечить максимальный контроль над потоком присадочного металла.
Вечная цель производителей металла – минимизировать затраты.Объединение операций резки и снятия фасок в один этап повышает эффективность и устраняет необходимость в последующих процессах, таких как сверление и очистка кромок, тем самым сводя к минимуму затраты.
Оснащен 3D-головкой и пятью интерполирующими топорами.
s, станок для лазерной резки может выполнять такие процессы, как сверление, резка фасок и маркировка, за один цикл ввода и вывода материала без дополнительной постобработки.Этот тип лазера точно снимает фаски по всей длине реза и сверлит прямые и конические отверстия небольшого диаметра с высокими допусками.
3D-скосная головка обеспечивает угол поворота и наклона до 45 градусов, что позволяет ей резать различные формы фасок, такие как внутренние профили, переменные фаски и несколько профилей фасок, включая Y, X или K.
Коническая головка обеспечивает прямое снятие фаски с материала толщиной от 1,37 до 1,57 дюйма, в зависимости от применения и угла скоса, а также предлагает диапазон углов резания от -45 до +45 градусов.
X-образная фаска, обычно используемая в судостроении, железнодорожных компонентах и оборонной промышленности, имеет решающее значение, когда детали можно сваривать только с одной стороны.X-образные фаски обычно имеют угол от 20 до 45 градусов и чаще всего используются для сварки пластин толщиной до 1,47 дюйма.
При тестировании сварочной проволоки SG70 на стальной пластине S275 толщиной 0,5 дюйма лазерная резка использовалась для создания верхнего скоса с углом скоса 30 градусов и высотой прямого среза 0,5 дюйма.Лазерная резка образует меньшую зону термического влияния, чем другие процессы резки, что помогает улучшить конечный результат сварного шва.
Для скоса под углом 45 градусов максимальная толщина листа составляет 1,1 дюйма, в результате чего общая длина скоса составляет 1,6 дюйма.
Процессы прямой и косой резки образуют вертикальные линии.Шероховатость поверхности среза определяет качество окончательной отделки.
Лазерная 3D-головка с интерполирующими осями предназначена для резки сложных контуров в толстых материалах с множеством фасок.
Шероховатость влияет не только на внешний вид кромки, но и на фрикционные свойства.В большинстве случаев шероховатость должна быть минимальной, поскольку чем острее линии, тем лучше качество резки.
Тщательное понимание поведения материала и интерполированного движения при резке внутренних фасок имеет решающее значение для достижения желаемых результатов лазерной фаски.
Оптимизация настроек волоконного лазера для высококачественной косой резки существенно не отличается от обычных настроек, необходимых для прямой резки.
Разница между достижением наилучшего качества наклонной и прямой резки заключается в использовании мощного программного обеспечения, поддерживающего различные методы и таблицы резки.
Для операций по резке со скосом оператор должен иметь возможность установить станок на определенном столе, который будет выполнять резку снаружи и по периметру, но, что более важно, на столе, который позволит выполнять точные внутренние резы с использованием интерполированного движения.
3D-головка с пятью интерполированными осями объединяет систему подачи газа для легкого доступа к кислороду и азоту, емкостную систему измерения высоты и наклон руки до 45 градусов.Эти возможности помогают расширить возможности станка для снятия фасок, особенно при обработке толстых листов.
Данная технология обеспечивает всю необходимую подготовку детали за один процесс, исключая необходимость ручной подготовки кромок под сварку и позволяя оператору контролировать все процессы, связанные с конечным изделием.
FABRICATOR — ведущий журнал по металлообработке и формовке металлов в Северной Америке.Журнал публикует новости, технические статьи и истории болезни, которые позволяют производителям выполнять свою работу более эффективно.FABRICATOR обслуживает отрасль с 1970 года.
Время публикации: 26 августа 2023 г.