

Ang one-step laser cutting at chamfering ay nag-aalis ng pangangailangan para sa mga kasunod na proseso tulad ng pagbabarena at paglilinis ng gilid.
Upang ihanda ang mga gilid ng materyal para sa hinang, ang mga tagagawa ay madalas na gumagawa ng mga beveled cut sa sheet metal.Pinapataas ng beveled edge ang surface area ng weld, na ginagawang mas madaling tumagos ang materyal sa makapal na bahagi at ginagawang mas malakas ang weld at mas lumalaban sa stress.
Ang tumpak, pare-parehong mga bevel na may tamang mga anggulo ng bevel ay isang pangunahing salik sa paggawa ng mga weldment na nakakatugon sa mga kinakailangang detalye at tolerance.Kung ang bevel ay hindi pantay sa buong haba nito, ang awtomatikong welding ay maaaring hindi makamit ang nais na kalidad at ang manu-manong welding ay maaaring kailanganin upang magbigay ng maximum na kontrol sa filler metal flow.
Ang walang hanggang layunin ng mga tagagawa ng metal ay upang mabawasan ang mga gastos.Ang pagsasama-sama ng mga operasyon ng pagputol at pag-beveling sa isang hakbang ay nagpapataas ng kahusayan at nag-aalis ng pangangailangan para sa mga kasunod na proseso tulad ng pagbabarena at paglilinis ng gilid, at sa gayon ay pinapaliit ang mga gastos.
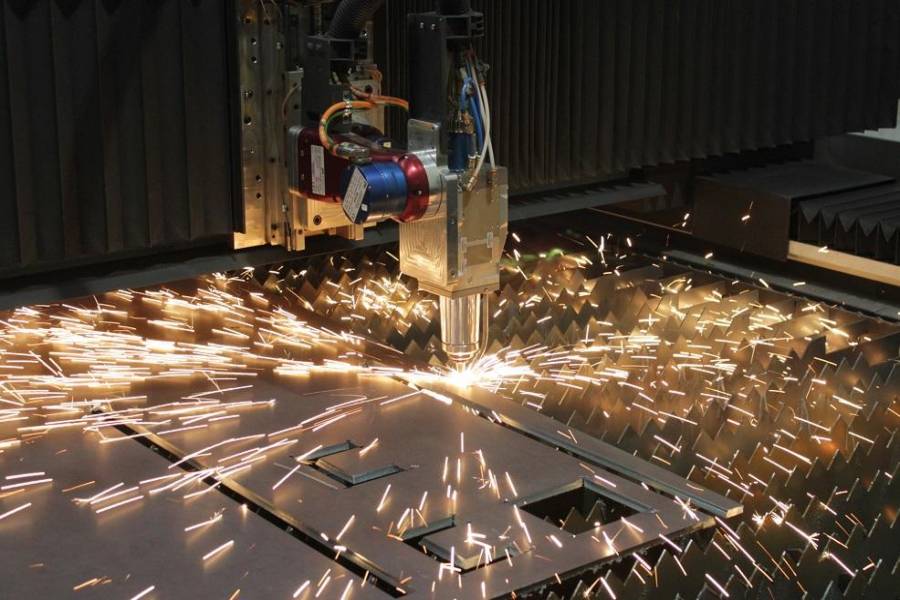
Nilagyan ng 3D na ulo at limang interpolating ax
s, ang laser cutting machine ay maaaring kumpletuhin ang mga proseso tulad ng pagbabarena, beveling at pagmamarka sa isang cycle ng materyal na input at output nang walang karagdagang post-processing.Ang ganitong uri ng laser ay tumpak na nag-chamfer sa buong haba ng hiwa at nag-drill ng maliit na diameter nang tuwid at mga patulis na butas sa mataas na tolerance.
Ang 3D bevel head ay nagbibigay ng hanggang 45 degrees ng pag-ikot at pagtabingi, na nagbibigay-daan dito upang i-cut ang iba't ibang hugis ng bevel gaya ng mga panloob na profile, variable na bevel at maraming bevel profile kabilang ang Y, X o K.
Ang tapered head ay nagbibigay ng direktang beveling ng 1.37″ hanggang 1.57″ na materyal, depende sa aplikasyon at bevel angle, at nag-aalok ng hanay ng cutting angle mula -45 hanggang +45 degrees.
Ang X-bevel, na karaniwang ginagamit sa paggawa ng barko, mga bahagi ng riles, at industriya ng depensa, ay kritikal kapag ang mga bahagi ay maaari lamang i-welded sa isang gilid.Ang mga X-bevel ay karaniwang anggulo sa pagitan ng 20 at 45 degrees at pinakakaraniwang ginagamit para sa mga welding plate na hanggang 1.47 pulgada ang kapal.
Sa pagsubok gamit ang SG70 welding wire sa 0.5″ makapal na S275 steel plate, ginamit ang laser cutting para gumawa ng top bevel na may 30 degree bevel angle at straight cut height na 0.5″.Ang pagputol ng laser ay gumagawa ng isang mas maliit na lugar na apektado ng init kaysa sa iba pang mga proseso ng pagputol, na tumutulong na mapabuti ang resulta ng hinang.
Para sa isang 45 degree na bevel, ang maximum na kapal ng sheet ay 1.1 pulgada, na nagreresulta sa kabuuang haba ng bevel na 1.6 pulgada.
Ang mga proseso ng tuwid at tapyas na pagputol ay bumubuo ng mga patayong linya.Tinutukoy ng pagkamagaspang ng ibabaw ng hiwa ang kalidad ng panghuling tapusin.
Ang 3D laser head na may interpolating axes ay idinisenyo para sa pagputol ng mga kumplikadong contour sa makapal na materyales na may maraming bevel.
Ang pagkamagaspang ay nakakaapekto hindi lamang sa hitsura ng gilid, kundi pati na rin sa mga frictional na katangian.Sa karamihan ng mga kaso, ang pagkamagaspang ay dapat panatilihin sa isang minimum, dahil ang matalas ang mga linya, mas mahusay ang kalidad ng hiwa.
Ang isang masusing pag-unawa sa materyal na pag-uugali at interpolated na paggalaw kapag ang pagputol ng mga panloob na bevel ay kritikal upang matiyak na ang nais na mga resulta ng laser beveling ay makakamit.
Ang pag-optimize ng mga setting ng fiber laser para sa mataas na kalidad na pagputol ng bevel ay hindi gaanong naiiba sa mga normal na setting na kinakailangan para sa tuwid na pagputol.
Ang pagkakaiba sa pagitan ng pagkamit ng pinakamahusay na kalidad ng bevel at straight cut ay ang paggamit ng malakas na software na sumusuporta sa iba't ibang paraan ng pagputol at mga talahanayan.
Para sa mga operasyon ng paggupit ng bevel, kailangang mai-set up ng operator ang makina sa isang partikular na mesa na pumuputol sa labas at palibot ng perimeter, ngunit higit sa lahat, sa isang mesa na nagbibigay-daan sa mga tumpak na pagbawas sa loob gamit ang interpolated motion.
Ang 3D head na may limang interpolated axes ay nagsasama ng isang gas supply system para sa madaling access sa oxygen at nitrogen, isang capacitive height measurement system, at isang arm tilt hanggang 45 degrees.Nakakatulong ang mga feature na ito na palawakin ang mga kakayahan ng chamfering machine, lalo na kapag nagpoproseso ng mga makapal na sheet.
Ang teknolohiyang ito ay nagbibigay ng lahat ng kinakailangang paghahanda ng bahagi sa isang proseso, inaalis ang pangangailangan para sa manu-manong paghahanda ng mga gilid para sa hinang at nagpapahintulot sa operator na kontrolin ang lahat ng mga prosesong nauugnay sa panghuling produkto.
Ang FABRICATOR ay ang nangungunang metal forming at metalworking magazine sa North America.Ang magazine ay naglalathala ng mga balita, teknikal na artikulo at mga kasaysayan ng kaso na nagbibigay-daan sa mga tagagawa na gawin ang kanilang trabaho nang mas mahusay.Ang FABRICATOR ay naglilingkod sa industriya mula noong 1970.
Oras ng post: Ago-26-2023